ブローホール・ピットとは?亜鉛めっき鋼板における発生原因や対策
ブローホールやピットは、溶接時に発生する気孔欠陥です。
気孔欠陥が発生すると溶接箇所に空洞ができてしまい、強度不足などの問題を引き起こします。特に亜鉛めっき鋼板の溶接時は、亜鉛ガスが気化する影響で気孔欠陥が発生しやすく、対策が必要です。
本コラムでは、ブローホール・ピットの特徴を解説するとともに、亜鉛めっき鋼板におけるブローホール・ピットの発生原因、対策についてわかりやすく解説します。
ブローホール・ピットとは

外観(ビット)
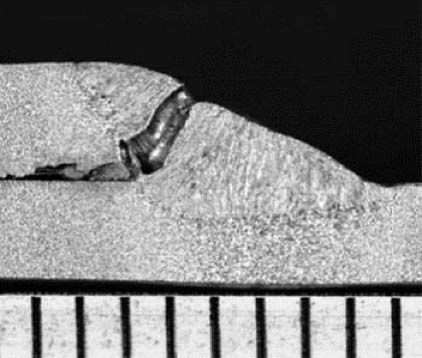
ブローホール断面写真
ブローホールとピットは、どちらも溶接時に発生する気孔欠陥ですが、発生する箇所が異なります。ブローホールは、溶接ビード(溶接部にできる盛り上がり)の内部にガスが閉じ込められることで生まれる空洞のことです。一方、ピットは溶接の際に発生したガスが溶接ビード表面に達してできた穴になります。
ブローホール・ピットがもたらす悪影響
ブローホール・ピットは、外観の劣化や強度の低下など、さまざまな問題をもたらします。
引張強度の低下につながる
ブローホールは、引張強度の低下をもたらします。ブローホールが発生して内部に空洞ができてしまうと、溶接部の断面積が減少し、その分引張強度が低下してしまいます。
外観の劣化につながる
ピットが発生すると溶接部分に凹凸が生じ、外観を著しく損ねる原因になります。外観が悪くなると、品質も低下してしまいます。
手直しによる生産効率の低下
ブローホールやピットが発生すると、確実に手直しが必要になります。作業負担は増加し、生産効率の低下にもつながるでしょう。
亜鉛めっき鋼板におけるブローホール・ピットの主な発生メカニズムと原因
亜鉛めっき鋼板を溶接する際には、気化した亜鉛を主成分とするガスがさまざまな問題を引き起こします。
亜鉛の沸点は906℃と鉄の融点(1536℃)よりも遥かに低いため、鉄が溶けている溶接池内では、亜鉛が気化して亜鉛ガスが発生します。この亜鉛ガスが、ブローホールやピットの発生原因となっているのです。
ブローホールの発生メカニズム
亜鉛めっき鋼板で溶接を行う際、溶融地内には、気化した亜鉛ガスが噴出します。亜鉛ガスが残った状態(抜けきれない状態)で溶接部分が凝固すると、溶融池内部に空洞を形成し、ブローホールとなってしまいます。
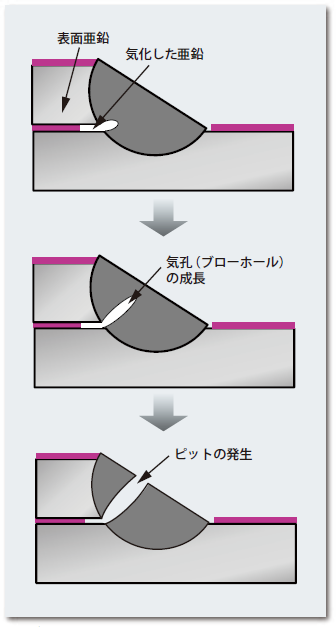
引用:『技術レポートVol.57 2016-3 亜鉛めっき鋼板用溶接材料』(出典: 濱田 悦男 (株) 神戸製鋼所 溶接事業部門 技術センター 溶接開発部 (2016), p.2 図1 気孔欠陥発生メカニズムの模式図)より
ピットの発生メカニズム
気化した亜鉛ガスが溶接ビード中央に向かって進んでいき、溶融地表面まで達すると、大気中に抜けていきます。その際、溶接表面に穴が開いた状態で残ると、ピットになります。
ブローホール・ピットの発生原因
ブローホール・ピットを引き起こす共通の原因として、シールド不良が挙げられます。
亜鉛めっき鋼板への溶接時に発生する亜鉛ガスは、アークを乱し、溶滴移行を不安定にさせます。不安定な溶滴移行によってスパッタが大量に飛散すると、スパッタが付着してシールドノズルが閉塞してしまうことがあります。その結果、シールドガスの流れが悪くなり、大気中の窒素が溶融地に入り込んでブローホールやピットが発生する、という仕組みです。
亜鉛めっき鋼板におけるブローホール・ピットの対策
亜鉛めっき鋼板の溶接時には、以下のような対策をすることでブローホール・ピットの発生を抑制することができます。
母材のめっき層を研削して剥がしてから溶接をする
先述の通り、亜鉛めっき鋼板の溶接時にブローホール・ピットが発生してしまう主な原因は、亜鉛が気化することで発生する亜鉛ガスです。そのため、母材のめっき層を研削して剥がして素地を露出させた状態で溶接を行うことで、亜鉛ガスの残留によるブローホール、ピットの発生リスクを抑えることができます。
亜鉛めっき鋼板用溶接材料を使用する
亜鉛めっき層を剥がせない場合は、用途にあった溶接材料を選ぶことを意識しましょう。亜鉛めっき鋼板用の溶接材料を使うことで、気孔欠陥の発生を抑制させることができます。
神戸製鋼所は長年、亜鉛めっき鋼板用の溶接ワイヤの開発に取り組んでおり、耐気孔欠陥に優れた溶接ワイヤを開発してきました。亜鉛めっき鋼板用溶接ワイヤの多くは、表面張力によってアーク直下に溶融地溜まりが形成されにくく、亜鉛ガスが排出されやすいような成分設計となっています。
神戸製鋼所が提供する亜鉛めっき鋼板用ソリッドワイヤ「FAMILIARC™ SE-1Z」は、銅めっきを施していない溶接ワイヤです。アーク直下に溶融金属が流れ込みにくく、ガス抜けを促進する設計となっており、耐気孔性に優れています。亜鉛目付量が150g/㎡以上の鋼材には、フラックス入りワイヤの「FAMILIARC™ DW-1SZ」がおすすめです。DW-1SZは耐気孔性に優れているほか、アークも非常に安定しており、全姿勢溶接が可能という特長があります。亜鉛めっき鋼板用溶接材料について詳しくは、こちらをご確認ください。
また、被覆アーク溶接棒を使った溶接も、気孔欠陥の抑制に効果的です。被覆アーク溶接法は溶接速度が非常に遅いことから、溶融池から亜鉛ガスが円滑に離脱していきやすいという特性を持っています。被覆アーク溶接棒にもいくつか種類がありますが、亜鉛めっき鋼板の溶接においては、亜鉛めっき鋼板用「FAMILIARC™Z-1Z」をおすすめします。Z-1Zは、アークの吹き付けが強く集中性がいい特長があり、アーク安定性に優れます。
溶接前に不純物を取り除いておく
不純物がシールドノズルに付着していると、ブローホールやピットの発生原因になります。
シールドノズルの先端は定期的に清掃し、こまめにスパッタを除去しておくことが重要です。シールドノズルだけでなく、オリフィス周辺に蓄積したスパッタも除去しておくようにしましょう。
溶融池内に侵入した亜鉛ガスの逃げ道を作る
ブローホールやピットの発生を防ぐためには、溶融池内に侵入した亜鉛ガスの逃げ道を作ることも忘れてはいけません。
上板と下板の密着度が高い状態で溶接を行うと、亜鉛ガスは溶融池側に流れていくため、気孔欠陥が発生しやすくなります。上板と下板にルートギャップを残しておけば、亜鉛ガスは溶融池ではなくルートギャップ側の隙間に流れていきます。その結果、溶融池側へ亜鉛ガスが侵入しにくくなるため、気孔欠陥のリスクを抑えることができます。
ブローホール・ピットの直し方
ブローホールやピットは強度の低下や外観劣化などの悪影響をもたらすため、発生してしまった場合には必ず補修が必要です。
補修の方法はいくつかありますが、ガウジング棒(カーボン)を使い、アークで金属を溶かしつつ、エアーを送って溶かした部材を吹き飛ばす「アーク・エアーガウジング」が一般的です。アーク・エアーガウジングで削った後、グラインダーで磨いて異物を除去し、再溶接をして空洞を埋めることで補修ができます。
耐久性の高い亜鉛めっき鋼板はKOBEMAG®
近年では、技術の向上によって亜鉛めっき鋼板も多様化しており、従来の亜鉛めっき鋼板よりも耐食性の高いめっき鋼板も開発されています。 神戸製鋼所が提供する亜鉛めっき鋼板用KOBEMAG®は、「KOBE Magnesium Aluminum Galvanized Steel」の略称で、溶融亜鉛-アルミニウム-マグネシウム合金めっき鋼板です。
めっき表層にマグネシウムを含む亜鉛、亜鉛-アルミニウム系の被膜を形成することで、一般的な亜鉛めっき鋼板よりも腐食しにくくなっており、従来の溶融亜鉛めっき鋼板と比べると10倍~20倍もの耐食性を誇ります。
また、KOBEMAG®は、犠牲防食によってマグネシウムを含む繊密な亜鉛系保護被膜が切断端面部(エッジ)を覆うため、端面の腐食にも強いという特長があります。
ブローホール・ピットを抑えるためにも気化した亜鉛ガスの対策を
ブローホールやピットといった気孔欠陥は、外観の劣化や強度の低下などの悪影響をもたらします。特に亜鉛めっき鋼板の溶接時には、気化した亜鉛ガスの残留が原因で気孔欠陥が発生しやすいため、注意が必要です。気孔欠陥を抑えるためにも、溶接施工方法や適切な溶接材料の選定などを意識することが必要です。
耐食性の強いKOBEMAG®の場合も、一般的な亜鉛めっき鋼板と同様にブローホールやピットへの対策が必要です。気孔欠陥を始めとする溶接課題でお悩みの方は、当社までお気軽にご相談ください。